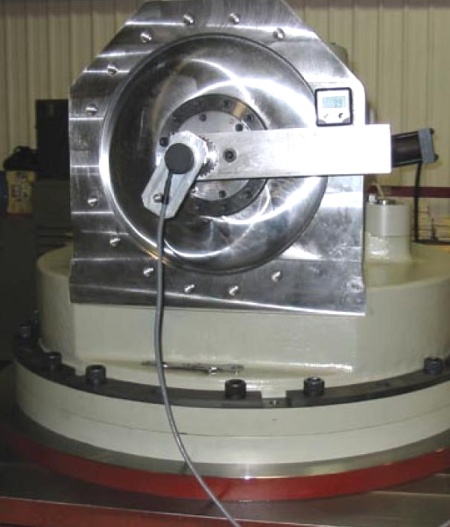
Ann Arbor, MI – The U.S. military has demanding requirements for the hardware it needs. Take, for instance, a set of gearboxes built by Excel Gear Inc., Roscoe, Ill, (excelgear.com) for missile launchers on the U.S. Navy’s new DDG1000 series of ships. The gearboxes are drive elements for the servo systems that rotate and elevate […]
Archives for August 2009
Peerless Precision in Remote Measurements
By combining the best of two different distance measurement approaches with a super-accurate technology called an optical frequency comb, researchers at the National Institute of Standards and Technology (NIST) have built a laser ranging system that can pinpoint multiple objects with nanometer precision over distances up to 100 kilometers. The novel LIDAR (“light detection and […]
Capacitive Motor Feedback System

DAYTON, OH – SICK STEGMANN, INC. introduces SEK/SEL37 Capacitive Motor Feedback Systems. Just 36mm in diameter, these compact motor feedback systems with HIPERFACE® interface are available in singleturn and multiturn versions with a radial or axial plug outlet. The capacitive principle of operation is not only very accurate but also extremely robust, requiring no ball […]