Toronto, Canada – GAO Instruments has launched its durable, compact fiber optic laser light source for use in the field or lab applications. It performs fast and accurate measurement on long-distance and local optical networks. This portable laser light source, model A0630010, offers high stability for accurate fiber optic testing. It provides stable power output […]
Archives for September 2009
Handheld ADSL 2+ Tester Provides Increased Performance

Toronto, Canada – GAO Instruments offers its compact, handheld and easy-to-use test instrument – ADSL 2+ Tester, which is used to test ADSL, ADSL2, ADSL 2+ and RE-ADSL2 lines. This multi-functional tester quickly determines whether the line tested complies with appropriate standards and clearly displays test results through its high resolution, backlit LCD, and indicates […]
Data Acquisition Card Upgrade
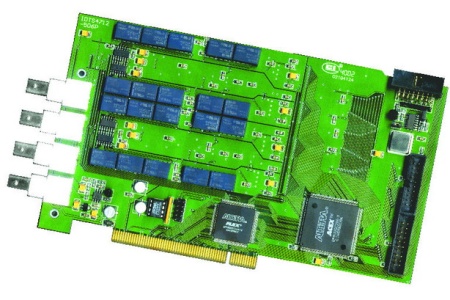
Toronto, Canada – GAO Instruments recommends its upgrade data acquisition product, the PCI4712 parallel data acquisition card. This four-channel and single-ended card features a 12-bit analog-to-digital converter (ADC) and four independent programmable amplifiers. It has been widely used for transient signal recording, refined frequency synthesis, multi-channel parallel acquisition systems and time-phase-sensitive acquisition. The data acquisition […]
Optical Testing Device from Yokogawa

Yokogawa has released the AQ2200 multi-application test system, designed for measuring and evaluating a wide range of optical devices and optical transmitters. The AQ2211 and AQ2212 frame controllers are central to the system and incorporate a variety of measurement functions and applications. According to the company, remote monitoring and measurement is available via the included […]
Danaher Test and Measurement Supplier of the Year
Multek, a wholly-owned subsidiary of Flextronics announced that it has been recognized by Danaher Test and Measurement as its 2009 outstanding supplier of the year. Multek was chosen based on criteria including quality, delivery performance, engineering support and cost for its work with two of Danaher Test and Measurement’s business units, Tektronix and Fluke. Multek […]
Fluke Ti32 Industrial-Commercial Thermal Imager
Fluke Corp., provider of handheld electronic test and measurement technology, introduced the Ti32 Thermal Imager, designed and priced to deliver what it believes is unprecedented performance for troubleshooting and preventive maintenance of electrical installations, electro-mechanical equipment, process equipment, HVAC/R equipment and more. In these tough economic times, these new imagers help its customers do that, […]
Broadband Across America from JDSU

MILPITAS, CA – JDSU launched “Broadband@Work Across America,” a campaign to help raise awareness and educate rural service providers on the technical issues and challenges that could impact their ability to successfully deploy broadband services in towns across the country. The campaign is inspired by the 2009 American Recovery and Reinvestment Act, which provides $7.2 […]
Source Measure Unit from Agilent Technologies, Inc.
SANTA CLARA, CA – Agilent Technologies Inc. introduced a three-channel source measure unit (SMU) that can simultaneously provide power and perform measurements in applications such as parametric testing of diodes, LEDs, CMOS integrated circuits and other semiconductor devices. The U2723A USB modular SMU`s compact size saves benchtop space, and its improved throughput saves time. It […]
Testing Provides Roadmap to Intelligent Assembly
“Intelligent assembly” is an approach to quality that shifts the focus from ever-tighter dimensional tolerances to consistent function in the final assembly. It’s based on the use of servo devices and sensors to monitor the assembly operation in real-time, and computer software to determine when the product meets acceptable functional parameters. Proponents of Intelligent Assembly […]
Test and Measurement Basics of Microphones
Microphones are familiar sensors that transform sound pressure waves into electrical signals over a broad range of frequencies and amplitudes. They are an integral part of a variety of devices including tape recorders, hearing aids, telephones, and computers. They are also used in radio and television broadcasting and audio engineering. But another specific class, perhaps […]