By understanding the key issues at every phase of the product lifecycle, engineers can make decisions that result in flexible, reliable, and scalable test systems. Taking a modular approach to test system development can accelerate development and mitigate risk throughout the entire product lifecycle.
When it comes to designing and building automated test systems, today’s engineers find that modularity is key. By using modular hardware, organizations can more effectively manage test equipment from new product introduction (NPI) through to mass/high-volume production. This article will outline some of the key considerations for test-system design in both NPI and production phases, as well as address how modular test systems can evolve throughout the product lifecycle.
Automated test systems have different demands as products they test move through their lifecycles. During NPI, engineers verify design requirements. As products move to mass production, test systems validate the product. Finally, as products evolve or become obsolete, test systems may need modification, or equipment can be reused for new projects.
Modular test systems typically consist of computer-controlled chassis housing multiple instruments, power supplies, and switching modules interconnected to form complete automated testing stations. Such test systems allow for easy upgrades to support new products, as well as straightforward replacements of defective modules. PXI has become the dominant modular hardware platform for electronic test, measurement, and automation applications.
Why PXI?
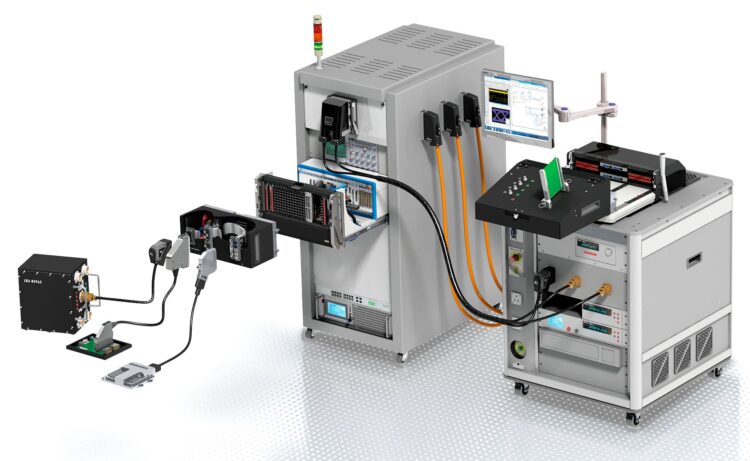
PXI is short for the PCI eXtensions for Instrumentation bus standard. Introduced in 1997, it is an open, industry-standard, chassis-based architecture that defines how engineers can connect instruments, computers, and other devices using a common bus. PXI systems use the PCI and/or PCI Express buses to interconnect modules in the chassis. PXI offers a wide range of module types from leading global T&M vendors, shown in Figure 1, and can be easily expanded with additional chassis and racks.

Phase 1: designing test systems for new products
As products move through their lifecycles, organizations face different challenges. In the early stages of NPI, for example, there is a need to quickly and efficiently test the product to verify design requirements. This can be best accomplished by taking into consideration the following:
Bridging the gap between design and test engineers
One of the best ways to ensure an effective and efficient test system is to think about test requirements early in the design phase. Design engineers will primarily look for their designs to fulfill the product requirements without always thinking about how the product testability in a production environment. By bringing test engineers into discussions early, they can advise on any testability issues that may need to go into the product design.
Engineers in these discussions should consider all products the system may need to test, ideally including potential future product enhancements and new designs. This will help ensure that the test system design incorporates the necessary flexibility and scalability to efficiently handle such future requirements.
Evaluating test equipment’s ease of use and adaptability
Once the product specifications and test expectations are set, it’s important to get the test system up and running quickly. Rapid development and deployment of the test system lets engineers verify the product and move forward as quickly as possible.
Upon first run of a test system, issues may arise. As the debugging process takes place, erroneous connections can damage subsystems, so being able to quickly diagnose and repair failures is imperative to keep the testing process moving forward. By using flexible test equipment, engineers can rapidly adapt the test system to design changes without having to redesign it.
Paying attention to equipment cost and availability
Cost and availability are always important, but design engineers sometimes only consider the verification testing needed in product development. If the same test system design is needed for high volume production test, it may demand repeat purchasing of costly or scarce components, which can result in cost/time overruns in the future.
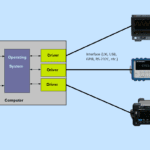
Engineers can easily reconfigure and adapt modular test systems to meet changing needs as a product is being defined. Design a new test system as early as possible in the product-design process. Base it on an industry-standard modular architecture, which helps organizations address the considerations discussed. While modular instruments provide flexibility, some test systems require boxed instruments connected over wired buses such as USB, Ethernet, or GPIB.
Using an industry-standard platform doesn’t tie you to a specific vendor. Instead, engineers can mix and match the best-performing components from any vendor as needed. Similarly, modular systems don’t tie you to a specific programming interface or operating system, which lets you use their preferred platform and tools, including graphical programming or automated signal routing.
Phase 2: moving from NPI to high-volume test
When products move from the validation testing needed for NPI to production test, engineers no longer check for product design faults; they’re looking for component or manufacturing faults. A well-planned NPI test system can evolve and scale to production testing if it is designed with the following in mind:
Considering available resources
Footprint, cost, test accuracy, and availability are all important when moving to a production test system. In the NPI phase, engineers are usually working with a full test bench, providing adequate space for equipment. On the production floor, space is limited. Component cost and availability also have implications on production testers — where an organization may only need one tester for NPI, they’ll often require multiple systems for the production floor. That might mean two to dozens of systems to address production volume.
Minimizing product test time
For high-volume production, you must optimize the productivity of all test processes to minimize the number of test systems required to meet production demands. This entails minimizing the setup and test execution time of each system. The device under test (DUT) must quickly and reliably connect and disconnect from the test equipment so that time is not wasted between units as it moves through the test system.
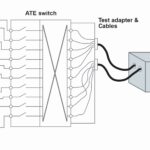
Making those connections requires reliable interfacing and possibly even incorporating mass-interconnect systems for products with particularly high changeover rates. In these cases, all connections are made simultaneously through reliable, high-usage connectors in a standard streamlined interface, as shown in Figure 2.

Operation and integration requirements
To minimize any adverse impact on production, test systems must be reliable and quick to repair if a fault develops. Also, because production testers are often handed off to test technicians in different locations, and even countries, they need to be easy to operate and well-documented. Similarly, production testers may need to integrate with factory management systems. Industry-standard controllers and programming interfaces will help facilitate these objectives.
PXI offers a rugged mechanical form factor and all the reliability benefits of the PCI and PCIe architectures, including industry adoption and commercial off-the-shelf (COTS) technology. An industry consortium defines hardware, electrical, software, power, and cooling specifications. As a result, every PXI module benefits from a controlled, stable environment. Modular architecture means that if a module fails, it can be easily tested, swapped, or repaired without affecting the operation of the other modules in the system. Because PXI has a standard form factor, chassis are easy to integrate with standard mass interconnect systems available from several vendors.
In production test, standard modular platforms typically have an architecture capable of maximizing throughput. For example, PXI instrumentation and switching modules can be integrated into a single chassis with built-in high-speed timing and synchronization, while standard embedded or remote controllers can be easily upgraded to faster models as they become available. The PXI standard also supports the latest PXI Express (PXIe) format, which provides higher bandwidth for faster data transfers. Using a platform such as PXI also offers the opportunity for parallel testing of more than one DUT, as instrumentation can be readily duplicated in the same chassis, potentially speeding test throughput.

Phase 3: update test systems as products change
As products evolve, support will always be a factor — it’s inevitable that test systems will need to be modified or components will require replacement. The following considerations set production test systems up for long-term success throughout the entire product lifecycle:
Minimizing the opportunity for errors
Every test system should produce the same test results, so engineers should look for quality and consistency of performance across multiple test systems. Interconnects can easily prove a failure point as DUTs are mechanically connected and disconnected. Other points of error can come from faulty instrumentation, unreliable or mismatched signal paths that impact signal integrity, switching damaged by DUT faults, or operator error. Regular maintenance checks, knowledge of expected component life, and high-quality documentation all help mitigate these risks.
Using industry-standard tools
When a test system moves out of NPI and into production, it must be easy to use, debug, and adapt to design changes (Figure 3). Industry-standard test hardware and software will provide familiarity, scalability, and flexibility, streamlining tester deployment.
Working with reliable providers
Reliable test equipment vendors and system integrators offer consistent, documented products and tools. Engineers can rely on these providers for long-term support of their products, obsolescence management, and timely updates to enhance test systems with the latest system upgrades.
Modular systems offer improved scalability compared to fixed systems, as it is far easier to add or remove modules to or from a modular system to increase or decrease its capacity. This scalability can be particularly important in applications where test requirements may change over time (such as new products added to a manufacturing line).
Typically, PXI vendors offer common families of instruments and switching modules, so engineers can seamlessly scale up within those families to get more I/O connections (Figure 4). Interconnect accessories for modular instruments are also typically readily available to address the increased I/O requirements. PXI’s compatibility with mass interconnect systems provides long-term consistent connection capabilities and reduced errors and fault points.
The PXISA, which governs the PXI standard, continues to upgrade its hardware and software specifications, as well as assuring backward compatibility, thereby reducing the risk of obsolescence and protecting the original equipment investment.
Whether in the design or production phase, test is critical throughout the product lifecycle. Modular automated test systems, built on industry-standard platforms like PXI, deliver flexibility, reliability, and scalability, helping organizations accelerate development and mitigate risk throughout the entire product lifecycle.

Leave a Reply
You must be logged in to post a comment.